La ingeniería industrial – Métodos y tiempos (diseño y medida del trabajo) (página 2)
-Tipos de cálculos: De esta forma siempre se busca tener el inventario óptimo de refacciones para un periodo de tiempo, ya que los inventarios siempre generan un costo por almacenamiento, pero también la falta de alguna refacción pudiera generar demoras en el proceso de producción y ello con lleva a un retraso en nuestros tiempos de entrega, lo que en la práctica se conoce como "Past Due" y posiblemente la pérdida del cliente. Para realizar el cálculo de la demanda hacemos uso de métodos matemáticos los cuales son:
Desviación Media Absoluta (MAD): Método por el cual calculamos la demanda de las refacciones a partir de las desviaciones absolutas de la demanda real y la pronosticada para todos los periodos.
Sesgo: Proporciona un método el cual se basa en calcular el promedio de los errores de los pronósticos para cada periodo de tiempo y crea una tendencia.
Mínimos Cuadrados: Método que se basa en el uso de la regresión lineal para hacer un pronóstico de la demanda de requerimientos de componentes y refacciones para un periodo dado.
-El diseño del trabajo y la productividad: La productividad puede definirse como la relación entre la producción obtenida y los recursos empleados. Algunos ejemplos elegidos por su simplicidad servirán para aclarar este concepto: . Si una máquina-herramienta producía 100 piezas por cada día de trabajo y aumenta su producción a 120 piezas en el mismo tiempo gracias al empleo de mejores herramientas
de corte, la productividad de esa máquina se habrá incrementado en un 20 %. Si un alfarero producía 30 platos por hora y al adoptar métodos de trabajo más perfeccionados logra producir 40, su productividad habrá aumentado en un 33,33 %. Los principales recursos a disposición de una empresa son: terrenos y edificios, materias primas, instalaciones, máquinas y mano de obra. El uso que se hace de todos estos recursos combinados determina la productividad de la empresa.
Las variables o dimensiones en las que se puede aumentar la productividad son:
• Trabajo (mano de obra).
• Capital (inversiones en edificios, instalaciones y maquinaria).
• Gestión (diseño, métodos de fabricación, logística, calidad).
En este ámbito de búsqueda de productividad, uno de los medios más eficaces para aumentar la productividad es inventar nuevos procedimientos de fabricación y modernizar la maquinaria y el equipo.
Sin embargo, esta solución generalmente exige fuertes desembolsos de capital. En cambio el estudio del trabajo tiende a enfocar el problema del aumento de la productividad mediante el análisis sistemático de las operaciones, procedimientos y métodos de trabajo existentes con objeto de mejorar su eficacia. Por lo tanto el estudio del trabajo contribuye a aumentar la productividad recurriendo poco o nada a inversiones suplementarias de capital. El estudio del trabajo se compone, a su vez, de dos conceptos fundamentales: el estudio de métodos y la medida del trabajo. Ambos están estrechamente ligados entre sí; el estudio de métodos se usa para reducir el contenido de trabajo de la tarea u operación mientras que la medida del trabajo sirve sobre todo para investigar y reducir el tiempo improductivo y para fijar después las normas de tiempo de la operación cuando se efectúe en la forma perfeccionada ideada gracias al estudio de métodos.

-Contenido del tiempo invertido en un trabajo:
Una hora-hombre es el trabajo de un hombre en una hora.
Una hora-máquina es el funcionamiento de una máquina o de parte de una instalación durante una hora.
El tiempo invertido por un hombre o por una máquina para llevar a cabo una operación o producir una cantidad determinada de productos puede descomponerse de la manera que se indica gráficamente
a continuación:

-El Estudio de Métodos: El estudio de métodos es la aplicación de técnicas para determinar el proceso más adecuado para la industrialización de un trabajo sea de la clase que sea. Los objetivos del estudio de métodos son:
• Mejorar los procesos y los procedimientos.
• Mejorar la disposición de la fábrica, taller y lugar de trabajo así como los modelos de máquinas e instalaciones.
• Economizar el esfuerzo humano y reducir la fatiga innecesaria.
• Mejorar la utilización de materiales, máquinas y mano de obra.
MARKETING (Ventas)

La aplicación del estudio de métodos puede realizase en dos situaciones:
• Caso 1: industrializar un producto u operación por primera vez (trabajo en equipo con oficina técnica, técnicas de ingeniería concurrente, productividad a priori.)

• Caso 2: mejora de métodos de procesos y operaciones ya existentes.

En páginas sucesivas se tratará el estudio de métodos referido al caso 2, sabiendo que todas las técnicas de las que hablemos son perfectamente aplicables para cualquiera de las dos situaciones.
-Las teorías de métodos: Los elementos a tener en cuenta para el estudio de métodos son básicamente de dos tipos. En primer lugar los factores técnico-físicos, tales como el contenido de la tarea y el contexto físico que rodea al trabajador. En segundo lugar los factores socio-psicológicos, concretamente los sociales (interacciones personales que tienen lugar a causa de la estructura organizativa y de las asignaciones de trabajos) y los intrínsecos (sentimientos psicológicos internos que se originan al desempeñar el trabajo.
El estudio de unos y otros dio lugar a dos enfoques de pensamiento, el de la "gestión científica" (Taylorismo), que aboga por la especialización y una alta subdivisión en tareas elementales, y el "enfoque del comportamiento" (Elton Mayo y seguidores), que tiene en cuenta las necesidades, metas y satisfacciones del factor humano. No obstante, para realizar un correcto diseño del puesto de trabajo se deben considerar ambos factores, de forma que se contemplen tanto las necesidades de la organización como las de los propios trabajadores. El desarrollo del estudio del trabajo se debe en gran medida a Frederic Winslow Taylor, En 1878 el joven Taylor comenzó a trabajar en la Midvale Steel Company como proyectista, durante su vida obtuvo más de cincuenta patentes de invención referidas a máquinas, herramientas, etc. En 1884, después de haber recorrido todos los escalones jerárquicos, desde aprendiz y simple obrero, llega a ser ingeniero en jefe. Se afilió a la Sociedad Americana de Ingenieros Mecánicos (ASME) donde asistió a reuniones y conferencias que influyeron en sus ideas. En 1895 comenzó a trabajar en la Bethlehem Steel Company, donde presentó un documento sobre métodos de pago e incentivos a la productividad. En EEUU la desorganización administrativa era tal que el Presidente Theodore Roosevelt (1901-1909) hizo un llamado nacional a la producción y al ahorro. Taylor respondió exponiendo su pensamiento en su libro "The Principles of Scientific Management" (1911), que es una evolución de su obra anterior "Shop Management de 1903". A lo largo de su vida Taylor colaboró con varios precursores del estudio del, entre otros, Henry Gantt y el matrimonio Gilbreth..
-Fases del estudio de métodos: Un estudio de método se hace con arreglo a las siguientes fases:
A) Seleccionar el trabajo a estudiar. Se elegirán trabajos cuyo estudio puede originar ventajas económicas.
B) Registro de datos relacionados con el trabajo elegido, para lo que existen técnicas e instrumentos cuya elección dependerá del trabajo a analizar.
C) Examen crítico del método actual, haciéndose preguntas sistemáticas.

D) Idear el método más práctico, económico y eficaz, teniendo debidamente en cuenta todas las contingencias previsibles.
E) Definir el nuevo método para poderlo reconocer en todo momento (procedimiento, disposición, equipo, materiales, calidad, formación, condiciones de trabajo)
F) Implantar ese método como práctica normal.
G) Mantener en uso dicha práctica instituyendo inspecciones regulares.
"Esquema de la mejora de Métodos de Trabajo"

-El registro de datos: Para llevar a cabo la segunda fase del estudio de métodos existen diversos tipos de instrumentos de registro de datos; a continuación se muestra una clasificación y ejemplos de algunos de ellos:

Se ha convenido que todas las actividades que pueden intervenir en un proceso de trabajo pueden reducirse fundamentalmente a cinco clases de acciones:

Para cada una de estas acciones existe un símbolo convencional normalizado, de acuerdo con la propuesta del Comité Especial ASME de Normalización de Diagramas de Proceso, que se representa a continuación:

-Ejemplos de registro de datos:
Cursograma sinóptico del proceso: Es un diagrama que presenta un cuadro general de cómo se suceden las principales operaciones e inspecciones.
Es útil para ver de una sola ojeada la totalidad del proceso.
En el ejemplo siguiente se recogen las principales operaciones e inspecciones de un proceso de fabricación de una escalera de madera.
Se recogen también los tiempos.

Cursograma analítico: Es un diagrama que muestra la trayectoria de un producto o procedimiento señalando todas las acciones mediante su símbolo.
Puede ser de operario, material o maquinaria.
Tiene un resumen de acciones y se puede comparar con un método mejorado.
A continuación se presenta el diagrama de recorrido de un departamento de recepción de materiales en una fábrica de aviones.
Este cursograma se complementa con el diagrama de recorrido de la página siguiente.

Diagrama de recorrido: Es un diagrama que presenta un plano de la zona de trabajo, muestra la posición de las máquinas y los puestos de trabajo. A partir de observaciones in situ se trazan los movimientos del producto o de sus componentes, utilizando los símbolos de las acciones (operación, transporte, inspección, espera) que también pueden recogerse en un cursograma analítico. A continuación se presenta el diagrama de recorrido de un departamento de recepción de materiales en una fábrica de aviones. El método es claramente mejorable, reubicando las operaciones y reduciendo los recorridos.

Diagrama de actividades múltiples: Es un diagrama en el que se registran las respectivas actividades de varios objetos de estudio (operario, maquinaria) según una escala de tiempos. Tiene un resumen de acciones y se puede comparar con un método mejorado. A continuación se presenta el diagrama de actividades múltiples para un operario y una máquina (fresadora vertical) que da un acabado final a la cara de una pieza de acero fundido. Observar el tiempo de ciclo de 2 minutos y comparar con el método mejorado de la página siguiente.

Método mejorado, en el cuadro resumen se observa una reducción del tiempo de ciclo a 1,4 minutos y un aumento de productividad de un 23% en el operario y un 19% en la máquina.
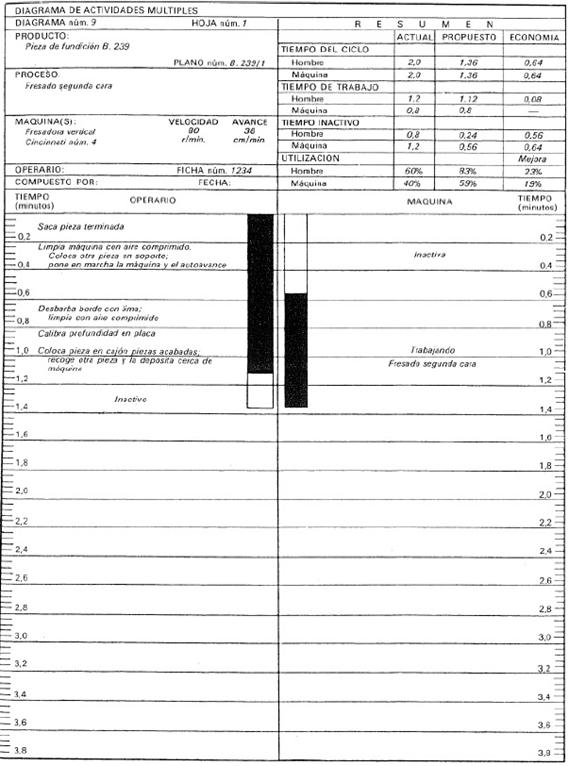
Diagrama bimanual: Es una variedad de cursograma (sin base de tiempos) donde se registra la actividad de las manos del operario indicando la relación entre ellas. A continuación se presenta el diagrama bimanual de una operación muy sencilla: corte mediante una lima de tubos de vidrio en trozos de una determinada medida, con ayuda de una plantilla.

El método anterior mejorado gracias a la modificación de la plantilla, observar reducción de operaciones.
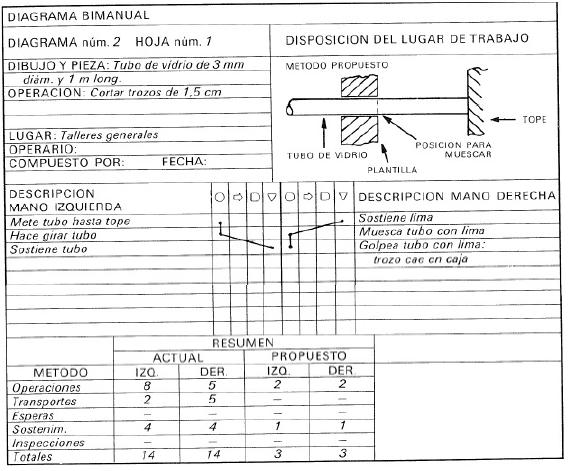
Diagrama de movimientos simultáneos o Simograma: Es un diagrama, donde se registran los therbligs referentes a diversas partes del cuerpo o grupos de therbligs de varios trabajadores. Puede estar basado en una filmación de video.
Los therbligs se deben a Frank B. Gilberth, que distinguió 17 movimientos fundamentales de las manos y de la mirada: Buscar, encontrar, seleccionar, asir, sostener, transportar carga.
Se puede representar una escala de tiempos que se basa en el guiño, siendo un guiño=1/2000 de minuto.
A continuación se presenta el simograma bimanual en el que se representan los therbligs con una escala de tiempo en guiños.

-La medida del trabajo: La Organización Internacional del Trabajo (O.I.T) establece que la medición del trabajo en la industria es la aplicación de técnicas para determinar el tiempo que invierte un trabajador cualificado en llevar a cabo una tarea definida, efectuándola según una norma de ejecución preestablecida. El conocimiento de los tiempos necesarios para cada operación en un sistema de producción es fundamental, en el terreno de la organización industrial, como elemento de gestión; se aplican fundamentalmente para:
•Determinar el precio de coste de fabricación
•Cálculo de efectivos
•Reparto y equilibrado de tareas
•Determinación de la capacidad de producción de máquinas e instalaciones
•Establecimiento del programa de producción del taller
•Estudio de implantaciones
•Estudio para eliminación de tiempos improductivos
•Valoración de economías posibles en las mejoras de métodos
•Cálculo de niveles de productividad
•Cálculo de rendimientos
•Aplicación de fórmulas de incentivos en la remuneración basadas en la productividad
Los tiempos de trabajo se pueden referir a:
• Trabajo manual individual
• Trabajo de la máquina
• Trabajo del conjunto hombre-máquina
• Trabajo manual en equipo
Sistemas de medida de tiempos.
Existen cuatro procedimientos fundamentales para la medida de tiempos:
• Cronometraje
• Sistemas de tiempos predeterminados
• Muestreo del trabajo.
• Datos tipo / estándar de tiempos
Estudiaremos los dos primeros a continuación:
-El cronometraje.
Fundamentos:
• División del trabajo en fases elementales, estableciendo puntos de corte precisos.
• Medida de cada fase corrigiendo el tiempo por un juicio de actividad.
• Conversión de tiempos observados en tiempos básicos.
• Determinación de suplementos que se añadirán al tiempo básico de la operación.
Para cronometrar es necesario establecer unidades de tiempo, las más utilizadas son el segundo,
la centésima de segundo, la cienmilésima de hora (la MTU del método MTM), la centésima de minuto o el guiño (therbligh) que es 1/2000 min.
-El juicio de actividad: La organización se aplica para estabilizar todos los factores del trabajo: producto, máquinas, útiles, método de ejecución … , a fin de evitar irregularidades y obtener un ciclo de trabajo corto y constante. Sin embargo, existe un factor imposible de estabilizar completamente: el propio operario, que ejecuta su tarea con su propio ritmo que depende de su personalidad física y psíquica y que no puede ser perturbada. De este modo, el cronometraje de un operario particularmente hábil y rápido daría un tiempo reducido que no podría ser respetado por un obrero menos hábil y de ritmo más lento; al contrario, el cronometraje de un obrero lento daría un tiempo anormalmente dilatado.
Para establecer un tiempo manual incontestable, es necesario buscar un ejecutante, generalmente ficticio, que represente al operario "medio"; esto se logra ponderando con un factor de actividad cada fase ejecutada por un operario convenientemente adiestrado. Esta actividad determina la eficacia de los movimientos del operario basándose en tres factores:
• Método de trabajo: la utilización más o menos racional de los movimientos.
• Precisión: la mayor o menor seguridad en los movimientos de la mano.
• Rapidez: la velocidad de ejecución de los movimientos.
Cada tiempo cronometrado será llevado a una actividad de referencia que no será arbitraria: esta debe corresponder a "la actividad que tendría en el desarrollo de su tarea, sin afectar a su salud y durante la jornada de trabajo, un ejecutante empleando todo su potencial de actividad y tomando el reposo compensador acordado en función del esfuerzo necesario, en las condiciones de ambiente en las que se encuentra"( Definición adoptada por la BTE (Bureau des Temps Elementaires).
Se acepta como actividad normal la que desarrolla una persona andando a una velocidad de 5 km/h en línea recta, sin carga, suelo firme, con pasos de 0,75 m, ambiente a 13º C con una higrometría de 60%.
Un cronometrador convenientemente adiestrado y con experiencia en el trabajo es capaz de apreciar la actividad de una operación con un error de ± 5%.
-Índices para la apreciación de la actividad: Existen diferentes escalas de actividad, a continuación se puede ver la comparación de actividades según una tabla de la Asociación Española de MTM:

Una vez que hemos elegido la escala de actividad, debemos corregir los tiempos observados con la actividad de referencia (normal u óptima según la empresa).
Para ello, debemos distinguir los diferentes conceptos de tiempos:
• Tiempo observado: Es el tiempo real transcurrido en las diversas fases del trabajo. En nuestro caso sería la fila superior de la hoja anterior
• Tiempo elegido: Es el tiempo real observado, seleccionado estadísticamente de acuerdo con la actividad, asimismo seleccionada. Esta selección se realiza por el método de Gauss u otros.
• Tiempo corregido: Es el tiempo elegido, corregido en función de la actividad desarrollada y la actividad de referencia (normal u óptima, por ejemplo, con escala 75/100 se suele corregir a actividad 100).
-Fases en el desarrollo del cronometraje.
1. Toma de datos en el puesto de trabajo:
– División del trabajo en fases elementales.
– Toma de tiempos de cada operación elemental.
– Apreciación de la actividad para cada fase elemental.
– Registro en la hoja de anotación de datos.
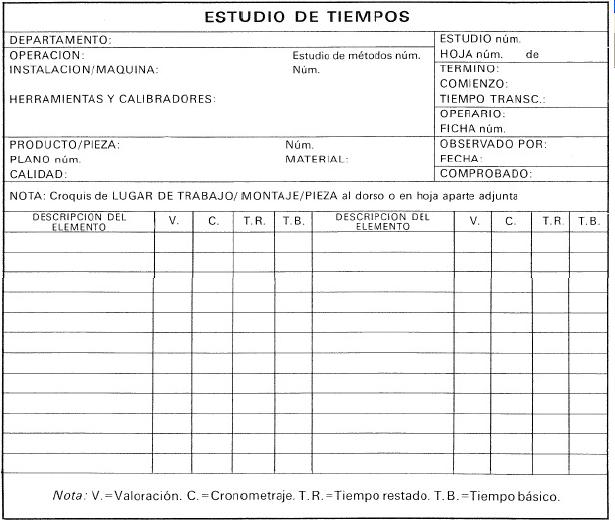
Para el registro de tiempos y actividades se puede utilizar una hoja como la siguiente:
2. Análisis y recuento de datos en Oficina:
Con los datos de la hoja anterior se calculan el tiempo medio y la actividad media:

siendo,
n = nº de tomas
ti = tiempo de la operación elemental en la toma i-ésima
tm = tiempo medio de la operación elemental
am = actividad media de la operación elemental
3. Determinación del tiempo corregido o admitido:

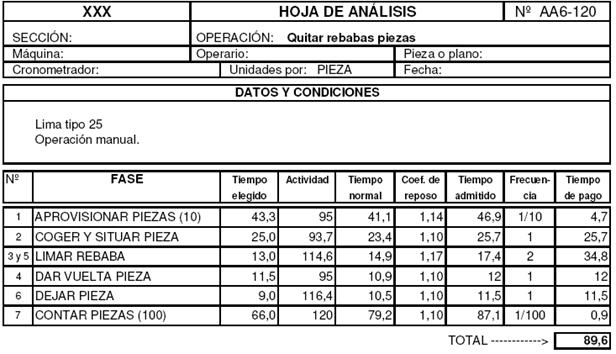
4. Redacción de la hoja de análisis:
Teniendo en cuenta los tiempos normales u óptimos (dependiendo del sistema de tiempos empleado por la empresa), se establece la hoja de análisis para cada operación. En ella figuran:
• tN , tO según el caso;
• frecuencias;
• coeficiente de reposo;
• cantidad de piezas/hora.
En esta hoja se llega al tiempo de pago. Lo veremos en un ejemplo.
-Coeficiente de reposo.
Coeficiente mayorador del tiempo cronometrado para cada fase elemental, de modo que el operario pueda recuperar la fatiga generada por el trabajo.
La valoración de la fatiga se hace a través de cinco criterios fundamentales:
• Necesidades fisiológicas
• Fatiga física, que depende de la postura y el esfuerzo que se realiza.
• Fatiga mental
• Monotonía
• Condiciones ambientales
Los coeficientes de reposo tienen dos partes: suplementos fijos y variables. Los fijos que engloban las necesidades fisiológicas, entre un 5% y un 7% del tiempo básico y la fatiga básica (física y mental) que
suelen ser un 4% del tiempo básico. Los suplementos variables se añaden cuando las condiciones de trabajo difieren mucho de las normales: uso de fuerza, tensión visual, mental o auditiva, monotonía,
calidad del aire, iluminación excesivo calor, etc…, su valor se obtiene por tablas.

Ejemplo: Supongamos una hoja de anotación de tiempos donde se han tomado tiempos y estimado actividades para 19 ciclos de una serie de tareas repetitivas de 1 a 7:
1. Aprovisionamiento de piezas (lotes de 10 piezas)
2. Coger pieza
3. Limar rebaba
4. Dar vuelta a pieza
5. Limar rebaba (es la misma que 3)
6. Dejar pieza
7. Contar piezas (se cuentan cuando se han completado 10 lotes: 100 piezas)
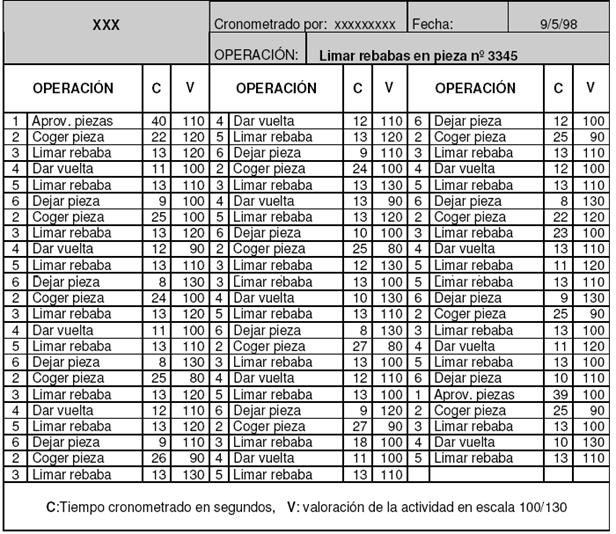
La hoja resumen de tiempos donde se llega al tiempo de pago es la siguiente:
-Sistemas de tiempos predeterminados.
Por este procedimiento se determinan los tiempos descomponiendo las operaciones en micromovimientos cuya duración se encuentra en tablas.
Los términos análisis de operaciones, simplificación del trabajo e ingeniería de métodos se utilizan con frecuencia como sinónimos. En la mayor parte de los casos se refieren a una técnica para aumentar la producción por unidad de tiempo y, en consecuencia, reducir el costo por unidad.
La ingeniería de métodos implica trabajo de análisis en dos etapas de la historia de un producto, continuamente estudiará una y otra vez cada centro de trabajo para hallar una mejor manera de elaborar el producto.
Para desarrollar un centro de trabajo, fabricar un producto o proporcionar un servicio, el ingeniero de métodos debe seguir un procedimiento sistemático, el cual comprenderá las siguientes operaciones: Selección del proyecto. Obtención de los hechos Presentación de los hechos Efectuar un análisis Desarrollo del método ideal Presentación del método Implantación del método Desarrollo de un análisis de trabajo Establecimiento de estándares de tiempo Seguimiento del método La ingeniería de métodos se puede definir como el conjunto de procedimientos sistemáticos para someter a todas las operaciones de trabajo directo e indirecto a un concienzudo escrutinio, con vistas a introducir mejoras que faciliten mas la realización del trabajo y que permitan que este se haga en el menor tiempo posible y con una menor inversión por unidad producida, por lo tanto el objetivo final de la ingeniería de métodos es el incremento en las utilidades de la empresa. Objetivos de los métodos, el estudio de tiempos.
Los objetivos principales de estas actividades son aumentar la productividad, la confiabilidad del producto y reducir el costo por unidad, permitiendo así se logre la mayor producción de bienes y / o servicios para mayor número de personas. El muestreo de trabajo es una técnica que se utiliza para investigar las proporciones del tiempo total dedicada a las diversas actividades que componen una tarea, actividades o trabajo. Los resultados del muestreo sirven para determinar tolerancias o márgenes aplicables al trabajo, para evaluar la utilización de las máquinas y para establecer estándares de producción.
El método de muestreo de trabajo tiene varias ventajas sobre el de obtención de datos por el procedimiento usual de estudios de tiempos. Tales ventajas son: No requiere observación continua por parte de un analista durante un período de tiempo largo.
El tiempo de trabajo de oficina disminuye El total de horas de trabajo a desarrollar por el analista es generalmente mucho menor El operario no está expuesto a largos períodos de observaciones cronométricas Uso de una cámara para análisis de actividades al azar Aun si se observan los requisitos de muestreo de trabajo, los datos tenderán a tener cierto sesgo o predisposición cuando la técnica se emplea para estudiar sólo a las personas; también, existe entonces una tendencia natural para que el observador registre justamente lo que ha sucedido o lo que estará sucediendo, más bien que lo que realmente está aconteciendo en el momento exacto de la observación System Ready Work-Factor El Ready Work-Factor mide el trabajo donde los tiempos de ciclo son mayores de 0.06 minutos o mayores, y no se requiere de gran precisión. Los tiempos en las tablas son promedio y pueden ser relacionadas con las tablas Detailed; las reglas del sistema Detailed se aplican al Ready con algunas excepciones menores. System Brief Work-Factor Es una técnica de rápida aplicación para determinar el tiempo aproximado que se requiere para efectuar la porción manual de un trabajo. El sistema de factor de trabajo abreviado es conveniente para estudiar operaciones de muchos minutos, u horas de duración. Como con el Ready Work-Factor, en el Brief Work-Factor los valores de tiempo pueden ser relacionados con le sistema Detailed; depende de su rapidez de aplicación de una simple tabla de tiempos y del uso de segmentos de trabajo. Seis de tales segmentos se incluyen: Recoger Ensamblar Mover al lado Movimiento de desplazar Otros segmentos de trabajo Sistemas Mento-Factor. Se usa cuando se necesita establecer estándares muy exactos, principalmente para operaciones de contenido mental. Trece procesos mentales fundamentales son la base de este sistema. Movimientos Conducción, Discriminar, Abarcar, Identificar, Decidir, Convertir, Memorizar, Recordar, Calcular, Sostener y Transferir.
La base de todo sistema de tiempos predeterminados es el hecho de que las variaciones del tiempo necesario para realizar un mismo movimiento son netamente pequeñas para diferentes obreros
que hayan recibido un entrenamiento adecuado. Como consecuencia, entre movimientos y tiempo pueden ser establecidas relaciones matemáticas sometidas a límites estadísticos previsibles.
Los primeros sistemas de tiempos predeterminados fueron ideados durante la década 19301940, siendo los siguientes los más conocidos y difundidos:
MTM (Methods Time Measurement)
MOST (Mejora de los MTM introducida recientemente)
MTA (Motion Time Analysys)
WORK FACTOR SYSTEM:
MTS: Empleado por la General Electric es parecido al Work Factor.
BASIC MOTION TIME STUDY
Este tipo de sistemas permite, frente al cronometraje clásico, una valoración de tiempos de operación a priori, es decir, sin necesidad de ver físicamente la operación en el taller. Además es una herramienta de mejora de los puestos de trabajo, ya que analiza el método antes de medirlo.
-MTM: En 1934, B.Maynard fundó la "Methods Engineering Council" (MEC), siendo el primero en utilizar el término de Ingeniero de Métodos. Con esta firma, se inició en 1940 un programa de mejora de métodos en la Westinghouse, con la colaboración de los ingenieros Gustav J.Stegemerten y Hohn Schwab, pertenecientes a esta última. La finalidad que decidió perseguir este equipo fue obtener "Fórmulas de Métodos" a base de aplicar las técnicas de mejora de métodos a operaciones industriales corrientes. Empezaron su trabajo haciendo un estudio detallado de los taladros sensitivos, filmando las operaciones en películas de 13 mm y a la velocidad de 13 imágenes por segundo.
En principio, se tomaron como base los movimientos fundamentales de Gilberth (Therbligs), pero pronto se dieron cuenta de que bastantes de ellos no resultaban suficientemente prácticos para su observación y medida, lo que fue el origen de que estudiaran ciertas simplificaciones por agrupación, que les permitió aislar verdaderos movimientos básicos y establecer para ellos los tiempos correspondientes. Este sistema no se basa sólo en tablas de tiempos para movimientos básicos, sino que también establece las leyes sobre la secuencia de estos movimientos. El MTM reconoce 8 movimientos manuales, nueve movimientos de pie y cuerpo y dos movimientos oculares, el tiempo para realizar cada uno de ellos se ve afectado por una combinación de condiciones físicas y mentales. La ley por la que se rige el uso de los movimientos es llamado el " principio de la reducción de movimientos"
El sistema MTM tiene varias limitaciones como la del hecho de que no abarca elementos controlados mecánicamente ni movimientos físicamente restringidos de proceso. Los autores del método, eligieron con acierto la expresión Methods-Time, uniendo ambas palabras para significar la estrecha relación que existe entre ambos términos y destacar que fijar el Método debe PRECEDER a señalar el tiempo para su ejecución. Para establecer un Método hay que analizar todos los factores que influyen en las características del trabajo ejecutado y en su duración, y aplicar las correcciones necesarias. Sólo entonces puede analizarse un tiempo para una tarea. Los tiempos predeterminados para cada movimiento base no permiten ninguna interpretación por parte del analista. Por último, los tiempos dependen solamente de la naturaleza del movimiento considerado y de las condiciones de ejecución impuestas al movimiento por los factores que NO dependen del operario. Es evidente que el método no puede ser eficaz mas que para los operarios que tienen las aptitudes físicas e intelectuales indispensables para los trabajos que le son confiados.
Tablas básicas
• MTM 1: Tabla detallada compuesta por 21 categorías de movimientos que se descomponen en 392 valores. Se usan para ciclos cortos, repetitivos y con varios movimientos manuales en el ciclo.
• MTM 2: Tabla simplificada compuesta por 11 categorías de movimientos que se descomponen en 39 valores. Se usa para ciclos más largos, más de un minuto, menos repetitivos y con pocos
movimientos manuales dentro de ese ciclo.
• MTM 3: Tabla muy simplificada compuesta por 4 categorías de movimientos que se descomponen en 10 valores.
La familia de los sistemas MTM continúa creciendo. Además de los anteriores, se han introducido los llamados MTM-V, MTM-C, MTM-M, recientemente se ha incorporado un sistema evolucionado, llamado MOST (Maynard Operation Sequence Technique) que tiene también tres variantes según la
duración del ciclo. El MOST es más fácil y rápido de aplicar que el MTM.
CONSIDERACIONES SOBRE LAS TABLAS MTM:
• La unidad de tiempo usada en MTM es el TMU (Time Measurement Unit), que corresponde a la 1/100.000 hora. Con lo que 1 segundo equivale a 27.8 TMU
• Los tiempos que figuran en la tabla MTM son puros y sin porcentaje de reposo.
• Los tiempos máquinas no se obtienen en las tablas.
• Al no existir juicio de actividad, en MTM se usa el L.M.S. (Lowry, Maynard, Stegemerten) que pondera varios criterios para la determinación del nivel de actividad y dentro de cada criterio, varios niveles. La escala MTM es 90/120 y las tablas MTM consideran una actividad equivalente
a 111 en la escala 100/120 y 66,7 en la escala Bedaux.
A continuación se muestran las 11 categorías de movimientos del método MTM-2

Tabla MTM-2 con los 39 valores de tiempos en TMU en función de las distancias y pesos.

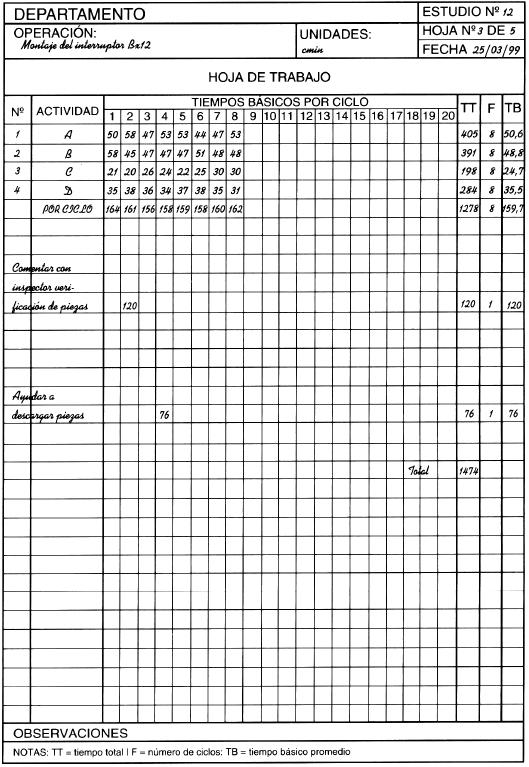
ANEXO. Ejemplo cronometraje y cálculo de tiempo normal o básico. En la hoja siguiente se han registrado los tiempos de 8 ciclos de una operación que se ha dividido en 4 actividades o movimientos elementales: A, B, C y D. Observar que el tiempo se cronometra en minutos y centésimas de minuto. Se anota de forma acumulativa en la columna Tcr (tiempo cronometrado) prescindiendo de la coma, por ejemplo, el primer tiempo para la actividad C es 2 minutos y 75 centésimas de minuto y se anota como 275.
En la columna TR (tiempo restado) se restan los acumulados para obtener el tiempo de cada fase de la operación en centésimas de minuto.
Tomando como tiempo admitido el tiempo normal en una escala de actividad 100/130, calcular el tiempo básico o promedio para cada una de las cuatro actividades o movimientos.

Solución: A partir de los tiempos y las actividades calculamos el tiempo básico o promedio de cada movimiento:
Medición de tiempos y métodos (MTM) Da valores de tiempo para los movimientos fundamentales, el sistema MTM es un procedimiento que analiza un método o una operación manual en los movimientos básicos requeridos para su realización; un análisis posterior indicó que había cinco casos distintos de alcanzar: Alcanzar un objeto en una situación fija sobre el que descansa la otra mano Alcanzar un objeto en una localización que pueda variar de ciclo en ciclo Alcanzar un objeto mezclado con otros objetos de modo que ocurra la búsqueda y la selección Alcanzar un objeto muy pequeño Alcanzar un sitio indefinido para colocar la mano en una posición para el equilibrio del cuerpo MTM-2 Debe hallar aplicación en asignaciones de trabajo en las que: La parte de esfuerzo del ciclo de trabajo es de más de un minuto de duración El ciclo no es altamente repetitivo La parte manual del ciclo de trabajo no implica un gran número de movimientos manuales complejos o simultáneos. Se consideran 11 clases de acciones denominadas categorías: Get Put Get weight Put Wight Regrasp Apply pressure Eye action Foot action Step Bend & arise Crank MTM-3 Se puede utilizar eficazmente para estudiar y mejorar métodos, evaluar métodos en alternativa, desarrollar datos y formular estándares y establecer estándares de actuación.
Consiste en solamente las siguientes cuatro categorías de movimientos manuales: Manejar Transportar Movimientos de pasos y pies Flexionales y levantarse MTM-C Es un sistema de datos estándares de dos niveles que se usa para establecer estándares de tiempo para trabajar relacionado con tareas de oficina. Las categorías del nivel 1 son: Tomar colocar Abrir cerrar Unir desunir Organizar archivar Las categorías del Nivel 2: Poner a un lado Movimientos del cuerpo Cerrar Unir Tomar Manejar Identificar Localizar Abrir Colocar Leer Mecanografiar Desunir Escribir MTM-M Un sistema de métodos objetivos y datos de estándares de tiempos basados en un análisis de regresión de datos empíricos, para evaluar el trabajo de un operario mediante un microscopio estereoscopio.
Las cinco direcciones de movimiento: De dentro hacia dentro De adentro hacia afuera De fuera hacia afuera De fuera hacia adentro Del campo interior al objeto final Los analistas consideran cuatro variables en la selección de los datos apropiados: Tipo de herramienta Condiciones de la herramienta Características terminal de movimiento Relación distancia / tolerancia Consideración de factores Humanos El análisis de la operación, el estudio de movimientos y estudio de micromovimentos se han limitado al mejoramiento de la estación de trabajo.
Los objetivos principales son: Optimización del trabajo físico Minimizar el tiempo requerido para ejecutar las tarea o labores. Maximizar el bienestar del trabajador desde el punto de vista de retribución, la seguridad en el trabajo, la salud y la comodidad. Maximizar la calidad del producto por unidad monetaria de costo. Maximizar las utilidades del negocio o empresa. Una sólida comprensión de las bases de los factores humanos y un planteamiento ergonómico del mejoramiento del trabajo ayuda al analista a perfeccionar los métodos existentes y a una planeación más detallada del trabajo proyectado. Las áreas de estudio que se relacionan con tal enfoque comprenden el ambiente físico de la estación de trabajo, y los factores fisiológicos y psicológicos relacionados con el operario y la fuerza de trabajo. Medición y control del ambiente físico.
El ambiente físico inmediato tiene un impacto significativo no sólo sobre el desempeño del operario y de su supervisor, sino también sobre la contabilidad del proceso. Los factores ambientales que influyen en la productividad del personal que labora y en la contabilidad del proceso comprenden el ambiente visual, los ruidos, las vibraciones, la humedad y la temperatura ambiente y la contaminación atmosférica. El ambiente visual. La realización eficiente de toda labor o tarea, depende en cierto grado de tener la visión adecuada. Un alumbrado eficaz es tan importante. Los criterios principales son la cantidad de luz o iluminación, el contraste entre los alrededores inmediatos y la tarea específica a ejecutar, y la existencia o ausencia de deslumbramiento Ruidos: El punto de vista práctico del analista, ruido es todo sonido no deseado. Las ondas sonoras se originan por la vibración de algún objeto, que establece una sucesión de ondas de comprensión y expansión a través del medio de transporte del sonido.
Condiciones térmicas. Aunque el ser humano es capaz de funcionar dentro de un intervalo amplio de condiciones térmicas, su comportamiento se modificará notablemente si queda sometido a temperaturas que varían respecto de las consideradas normales.
Radiaciones. Aunque todos los tipos de radiación ionizante pueden dañar los tejidos, la protección contra las radiaciones alfa y beta es tan fácil que la mayor atención se asigna a los rayos X y la radiación neutrónica. Hay que advertir que haces de electrones de alta energía al chocar contra metal en equipo vacío, pueden producir rayos X muy penetrantes que requieren mucho mayor protección. Factores de Trabajo que conducen a una actuación insatisfactoria Otro aspecto adicional que necesita ser estudiado por el analista son aquellos factores de trabajo que pueden llevar a errores humanos. El equipo junto con la obligación de un operario de manejar y operar una máquina o herramienta, pueden exigir tanto un trabajador, que este tendrá dificultades en funcionar eficientemente durante un turno normal.
Los medios indicadores principales son: lámparas marcadoras, cuadrantes con escala, contadores, dispositivos registradores y graficadores, pantallas de tubos de rayos catódicos, para que sea eficaz un medio indicador debe ser capaz de comunicar información rápida, exacta y eficientemente. Señales luminosas. Las luces indicadoras o señales luminosas son probablemente los medios visuales de mayor uso, hay varios requisitos básicos que deben de cumplir su aplicación.
Debe estar diseñado de modo que atraigan de inmediato la atención del operario. Información indicada Los errores de un operario al leer la información presentada aumentarán a medida que aumente la densidad de información por unidad de área de la superficie de indicación, y según disminuya el tiempo del operario para leer la indicación y responder a ella. La codificación es un método que mejora la facilidad de lectura de responder a ella. Señales sonoras En algunos casos conviene más utilizar señales auditivas que indicaciones visuales. El sistema auditivo humano está alerta en forma permanente. puede detectar fuentes de señales diferentes sin una determinada orientación del cuerpo, como generalmente es necesario en el caso de señales visuales. Codificación por tamaño y forma. La codificación por forma, donde se usan configuraciones geométricas de dos o de tres dimensiones, permite la identificación táctil y visual.
Encuentra la mayor parte de sus aplicaciones donde es deseable la identificación por partida doble o redundante, ayudando así a minimizar errores. Esta codificación se utiliza principalmente donde los controles están fuera del alcance de la vista del operario. Aplicar la consideración de los factores humanos junto con la ingeniería de métodos conducirá a ambientes de trabajo competitivo más eficientes, que mejorarán el bienestar de los trabajadores, la calidad del producto, la rotación de personal en la empresa y el prestigio de la organización. El estudio de micro movimientos se usa con mayor frecuencia cada vez como ayuda en el adiestramiento. Es posible adiestrar a nuevos operarios en un tiempo mínimo siguiendo el patrón ideal del método de movimientos, filmando la actuación de trabajadores de lata destreza, y mostrándoles sus imágenes amplificadas considerablemente en la pantalla y en movimiento lento. La dirección o gerencia debe aprovechar plenamente las películas industriales, una vez que se ha iniciado un programa de estudio de micro movimientos. Al exhibir todas las películas tomadas de diversas operaciones a los operarios que intervienen principalmente, así como a sus compañeros, se logra despertar un gran entusiasmo e interés en todo el personal de la organización.
La técnica de micro movimientos se debe utilizar para poner de manifiesto toda ineficiencia, independientemente de su insignificancia aparente. Un número suficiente de mejoramientos minúsculos puede resultar en una economía anual apreciable. Equipo para el estudio de tiempos. Cronometro Datamyte Maquinas registradoras de tiempo Equipo cinematográfico y de vídeo cinta Tablero portátil para el estudio de tiempos Formas impresas Equipo auxiliar Desarrollo de un método mejorado. Una vez terminado el diagrama de movimientos simultáneos, el siguiente paso es utilizarlo. Las secciones no productivas del diagrama son un buen sitio para comenzar. Estas secciones comprenderán los therbligs sostener, buscar, seleccionar, colocar en posición, pre-colocar en posición, inspeccionar, planear y todos los retrasos. Cuantos más therbligs se puedan eliminar, tanto mejor ser el método propuesto. El analista no debe limitarse a las secciones rojas del diagrama, puesto que existen también posibilidades de mejoramiento en las proporciones productivas. Varios de los movimientos y alcances parecerán ser indebidamente largos, lo que sugiere el acotamiento de distancias en la distribución del equipo en la estación de trabajo.
Inventarios MRP
El principal objetivo de los sistemas MRP es generar los requerimientos de componentes (refacciones). Estos requerimientos se usan para generar información necesaria para la compra correcta de las refacciones que se utilizarán en el departamento de mantenimiento industrial y que servirán para la preservación y mantenimiento del equipo. Los inventarios de refacciones en el departamento de mantenimiento industrial constituyen una parte esencial en la permanencia del servicio y cumplimiento de las fechas y órdenes de mantenimiento preventivo y correctivo respectivamente. Una parte esencial del MRP y que es indispensable para mantener en un nivel óptimo los requerimientos de refacciones lo viene hacer el llamado "Punto de Reorden ", en este se describe el punto en cual se decide ordenar la refacción. Este punto se establece para asegurar la disponibilidad de las refacciones en los periodos de reabastecimiento y toma en cuenta la demanda y la demora de entrega por parte del proveedor.
El siguiente ejemplo ilustra una manera de determinar en forma aproximada el punto de reorden. Supongamos que, para una refacción de una prensa de inserción de pines de un conector eléctrico, los consumos mensuales y las demoras de entrega son las siguientes:
MES | CONSUMO (UNIDADES) | DEMORAS (DÍAS) |
ENERO | 90 | 3 |
FEBRERO | 110 | 5 |
MARZO | 120 | 6 |
ABRIL | 80 | 4 |
MAYO | 100 | 3 |
JUNIO | 100 | 3 |
TOTAL | 600 | 24 |
El consumo mensual medio es de:
600 / 6=100 unidades
Considerando meses de 30 días, el consumo cotidiano es de:
100/30= 3.3 unidades / día
La demora promedio de entrega es de:
24/6=4 días
El punto de reorden de sitúa en:
3.3 X 4=13.2
Por tanto, debe levantarse la orden en el momento en que el inventario llega a aproximadamente a 14 unidades.
Planeación de requerimientos de materiales:
MRP: Muchas operaciones de manufactura se administran de una forma más o menos caótica. Los inventarios están inflados, se aceleran partes para sacar pedidos a tiempo y prevalece una atmósfera de olla de presión. Hoy en día es posible remediar esta situación mediante el uso de un sistema computarizado de planeación y control que recibe el nombre de planeación de requerimientos de materiales (MRP). Los inventarios de demanda dependiente no están sujetos a las condiciones del mercado. Dependen de la demanda de partes y componentes de nivel más alto dentro del programa maestro de producción. Ejemplos de inventarios de demanda dependiente son los de materia prima y de producto en proceso en sí. Estos inventarios deben administrarse mediante un sistema MRP o por los sistemas justo a tiempo (JIT).
Un sistema MRP es dirigido por el programa maestro el cual especifica
los "artículos finales" o el resultado de la función
de producción. Todas las demandas futuras de producto en proceso y materias
primas deben depender del programa maestro y deben ser derivadas por el sistema
MRP del programa maestro. Cuando se están planteando los inventarios
de materias primas y producto en proceso, toda la historia pasada de la demanda
no es relevante a no ser que el futuro sea exactamente igual que el pasado.
Dado que las condiciones usualmente cambian, el programa maestro es, por mucho,
un mejor punto de partida que la demanda pasada para la planeación de
los inventarios de materias primas y producto en proceso.

-Método de magnitud económica de lote:
Este es el modelo fundamental de los modelos de inventarios; Harris los introdujo en 1915. También se conoce como la formula de Wilson, ya que fue él quien promovió su uso. La importancia de este modelo es que todavía es uno de los modelos de inventarios que más se usan en la industria, y sirve como base para modelos más elaborados.
Se supone el siguiente ambiente para la toma de decisiones:
Existe un sólo artículo en el sistema de inventario.
La demanda es uniforme y determinística y el monto es de D unidades por unidad de tiempo- día, semana, mes o año-. Se usará la demanda anual, pero puede ser cualquier otra unidad, siempre y cuando el resto de los parámetros se calculen en la misma unidad de tiempo.
No se permiten faltantes.
No hay un tiempo de entrega (tiempo desde que se coloca la orden hasta que se recibe).
Toda la cantidad ordenada llega al mismo tiempo; esto se llama tasa de reabastecimiento infinito.
Este modelo es adecuado para la compra de materia prima en producción o para el ambiente de ventas al menudeo. El concepto básico de este modelo es crear un balance entre dos costos opuestos, los costos de ordenar y los costos de almacenar. El costo de ordenar es un costo fijo; si se ordena más, el costo por unidad será menor. El costo de almacenar es un costo variable que disminuye si el inventario que se tiene disminuye. Este balance se logra minimizando el costo total anual promedio.
–DISTRIBUCIÓN DE PLANTA: Se analizarán e identificarán los diferentes tipos de diagramas de flujo, de acuerdo al tipo de proceso productivo, los factores que influyen y/o afectan a una distribución de planta, los fundamentos que se deben considerar para la localización de la misma. Identificar los diferentes tipos de producción, así como los factores que influyen para una adecuada distribución de planta, atendiendo al tipo de proceso productivo, del material, maquinaria, equipo, transporte de materiales, etc. Esto con el propósito de que el alumno determine los parámetros que deben considerarse al planificar una distribución de planta de acuerdo al tipo de proceso productivo.
-Concepto de Distribución de planta: Un diseño de distribución de planta es la disposición o configuración de los departamentos, estaciones de trabajo y equipos que conforman el proceso productivo; es una distribución espacial de los recursos físicos, prevista para fabricar el producto. La distribución de planta tiene que ver con el equilibrio productivo de la maquinaria y de las cadenas de montaje, afecta los costos de operación, así como, la eficiencia y la eficacia del proceso productivo.
La función operacional tanto en la manufactura como en los servicios puede dividirse en dos tipos fundamentales: Operaciones Intermitentes y Operaciones Continuas; las operaciones intermitentes son aquellas en que la producción es de bajo volumen, utilizando el equipo de uso general, la mano de obra es intensiva, el flujo de productos es ininterrumpidos, cambios frecuentes en el programa de producción, mezcla de productos y productos hechos a la medida; las operaciones continuas, se caracterizan por ser de alto volumen de producción, por equipos de uso especializado, operaciones de capital intensivo, la mezcla de productos es restringida y por productos estandarizados para la formación de inventarios. Existen tres diseños fundamentales para la distribución de una planta; Orientada al proceso, orientada al producto y de componente fijo, estos diseños se diferencian entre sí por los tipos de flujos de trabajo que implican, que a su vez se determina por la naturaleza del producto.
La distribución orientada al proceso son adecuadas para operaciones intermitentes, cuando los flujos de trabajo no están normalizados para todas las unidades de producción; la distribución orientada al producto, se adoptan cuando se fabrica un producto estandarizado, normalmente en gran volumen, cada una de las unidades de producción requiere de la misma secuencia de operaciones de principio a fin, los centros de trabajo y los equipos respectivos quedan alineados de tal manera que puedan ofrecer una secuencia de operaciones especializada que habrá de originar la fabricación progresiva del producto; la distribución de planta por componente fijo, se requiere cuando a causa del tamaño, conformación o cualquier otra característica no es posible desplazar el producto, aquí el producto no cambia de lugar, las herramientas equipo y fuerza de trabajo se llevan hasta él para ejecutar operaciones progresivas. Se deben considerar los diferentes tipos de gráficos y diagramas de uso más frecuente en el flujo de operación a través de los métodos , los cuales pueden ser: Gráficos que indican la sucesión de los hechos, gráficos con escala de tiempo y los diagramas que indican movimiento. Cualquiera de estos diagramas tienen gran incidencia en la determinación de una adecuada distribución de planta. Se deben considerar los costos que se generan al incurrir en la omisión de la toma de datos relevantes en el análisis de la mejora en la distribución de la planta.
Localización: Consiste en analizar los factores que influyen en la localización de la planta en el corto, mediano y largo plazo. Entre los factores que más influyen para la macro localización de una planta tenemos: la localización del centro de abastecimiento o mercado de materia prima, la localización del mercado de consumo, la existencia de medios y vías de comunicación, la existencia de servicios (agua, drenaje, energía eléctrica, etc.), la oferta de mano de obra calificada, etc.
Dos técnicas que se deben involucrar en el estudio de la productividad de una empresa:
* S.L.P (Systematic Layout Planning) . Planeación sistemática de la distribución de planta.
* S.H.A (Systematic Handling Analysis). Análisis sistemático del manejo de materiales.
Tres formas de elaborar el material y tres formas de producción:
Tratamiento: Consiste en cambiar las características químicas. Ejemplo: fábrica de pintura, Ind. cervecera, Ind. farmacéutica, etc.
Formado: Consiste en cambiar las características físicas. Ejemplo: Ind. Metal – mecánica.
Ensamble. Consiste en cambiar las características físicas mediante la adición de otros componentes. Ejemplo: una silla.
1. Proceso continuo. Es aquel que no se interrumpe (C.F.E, petróleos, Bimbo), trabajan las 24 hrs. del día los 365 días del año.
2. Proceso intermitente. Pueden o no repetirse, por ejemplo: un puente peatonal es similar pero no igual a otro. Puede depender de la época (banderas, esferas, etc.) Se efectúa de manera periódica y por pedidos generalmente.
3. Proceso repetitivo. Se fabrica por lotes, producen artículos como autos, línea blanca, etc.
Cuatro tipos de distribución de planta:
Por componente fijo. Es aquella en la cual el principal componente permanece fijo en un lugar, hombres, maquinaria, componentes menores y herramienta acuden a él y ahí se genera el producto terminado. Ejemplos: construcción de barcos, aviones, edificios, etc.
Por proceso o función. Es aquella en la cual la maquinaria se monta en función de lo que realiza (departamentos) y son del mismo tipo. Ejemplos: Ind. textil, Ind. química, etc.
Por producto o línea. La maquinaria se forma de acuerdo a la secuencia de las operaciones, el equipo puede repetirse y se arreglan en estaciones de trabajo.
Mixta. Es una combinación de las tres anteriores o también se llama célula de producción, se utiliza comúnmente en la industria automotriz. Las células son un conjunto de máquinas o equipos de control numérico donde un individuo o individuos manejan varias máquinas, puede incluir la robótica.
Las cinco M's.
1. Mano de obra. Es el recurso más flexible dentro de una distribución de planta pero se debe analizar que herramientas necesita y que servicios (baños, vestidores, comedor, bebederos, etc.)
2. Material. Hay que, considerar el espacio que ocupa el material durante el proceso, hay que dejar espacios para almacenarlo si se presenta un contratiempo. Se deben considerar todas sus características: forma, peso, volumen, fragilidad, etc.
3. Maquinaria. Es de los elementos más importantes en una distribución de planta. Hay que considerar la silueta de la Máquina (largo y ancho). El área total que se debe considerar para una estación de trabajo se obtiene sumando el área que ocupa la máquina, el área que ocupa el operario, el área que ocupan los materiales que entran y los que salen y el área correspondiente de pasillo. Otra manera de calcularla es multiplicar el área que ocupa la máquina por un factor de 2.5 o 3.0.
4. Medio Ambiente. Son todos los factores (clima, iluminación, ruido, etc.) que intervienen en la área laboral donde se desempeña el trabajo.
5. Método. Se deben tomar en cuenta los métodos de trabajo que se están utilizando y además deben ser claros y sencillos.
Seis principios básicos de la distribución de planta:
1. Integración total: La mejor distribución de planta es la que integra hombres, maquinaria, equipo y proceso en una sola unidad de trabajo.
2. Mínima distancia: La mejor distribución de planta será aquella que guarde la mínima distancia necesaria entre operaciones (se debe evitar retrocesos y distancias grandes para ahorrar dinero)
3. Recorrido: En una distribución de planta se debe cuidar que las operaciones, maquinaria y equipo guarden una secuencia lógica. La mejor distribución de planta es aquella que guarda la secuencia y orden de las operaciones.
4. Aprovechamiento del espacio – cúbico: Se debe aprovechar el espacio tanto vertical como horizontal.
5. Satisfacción y seguridad: La mejor distribución de planta será la que proporcione seguridad y satisfacción a hombres y maquinaria (ejemplo: no se deben tener materiales regados, debe haber espacio suficiente para dar mantenimiento a la maquinaria y equipo, etc.)
6. Flexibilidad: La mejor distribución de Planta será aquella que se pueda modificar lo más pronto posible, al menor costo y sin detener la producción. En una empresa todo es dinámico y por tanto todo tiende a cambiar.
Siete maneras de relacionar hombres, materiales y maquinaria.
1. Mover a los hombres.
2. Mover los materiales: Es lo más común en las empresas.
3 . Mover la maquinaria.
4. Mover hombres y maquinaria.
5. Mover hombres y materiales (celda de manufactura).
6. Mover materiales y maquinaria.
7. Mover hombres materiales y maquinaria: Es lo más costoso, por ejemplo tenemos la construcción de una presa.
Ocho factores que afectan a la distribución de planta:
Factor | Consideraciones | ||||
Materiales | Diseño, forma, peso, volumen, tamaño, espacios para inventario en proceso, etc. | ||||
Maquinaria | Forma, equipos auxiliares, herramientas, capacidad, etc. | ||||
Hombres | Espacios, ejecutivos, mandos medios, trabajadores, cantidades, etc. | ||||
Movimiento | Transporte externo, transporte interno, flujo, operaciones, inspecciones, ancho de los pasillos, patrón de circulación, etc. | ||||
Espera | Innecesaria: Corregir con planeación; Necesaria: diseñar un área. | ||||
Servicios | Al hombre: sanitarios, comedor, descanso, etc. | ||||
Edificio | Forma, altura, no. De columnas, claros, orientación, tipo de piso, tipo de material con que esta construida; instalaciones eléctricas, hidráulicas, neumáticas, agua, drenaje, etc. | ||||
Cambio | Flexibilidad, versatilidad, posibilidades de expansión, etc. | ||||
Los nueve pasos de la metodología S.L.P

Producto. Se debe conocer el producto o productos que se elaboran en la empresa. La distribución de planta se hará en base a aquél producto o productos que representen el 80% del volumen de producción o del monto de ingresos por concepto de ventas.
Cantidad. Significa conocer qué cantidad se produce en
un periodo determinado de cada producto.

Zona A. Cuando existe muy poca variedad de productos y un gran volumen de producción muy alto de cada uno de ellos, se debe realizar una distribución de planta por producto o línea. La maquinaria que se ocupa en este caso es automatizada y la mano de obra es altamente especializada.
Zona B. Cuando existe una cantidad mayor de productos diferentes y el volumen de producción de cada uno de ellos no es tan alto, se debe realizar una distribución de planta por proceso. La maquinaria que se utiliza es semiautomatizada y la mano de obra es especializada.
Zona C. Cuando existe mucha variedad de productos en volúmenes de producción muy bajos, pudiendo ser cantidades unitarias, se debe utilizar una distribución de planta por componente fijo. Ejemplo: la construcción de una presa.
Recorrido: Consiste en analizar el recorrido que hace el producto dentro de la planta. Para ello nos podemos apoyar en el diagrama de flujo de proceso.
Servicios: Los trabajadores necesitan de servicios y estas áreas destinadas para ello se deben contemplar en una distribución de planta. Ejemplo: comedor, vestidores, regaderas, etc.
En lo que respecta a maquinaria y equipo también se debe analizar los servicios que necesitan como son: drenaje, agua, aire, energía eléctrica, cimentación especial, etc.
Tiempo. Se refiere a que debemos conocer el tiempo necesario para fabricar un determinado producto y su respectivo periodo de fabricación.
Flujo de materiales: Para conocer el flujo que seguirán los materiales dentro de la planta, debemos analizar primero el diagrama de flujo de proceso. Ejemplo:

Gráfica de relación entre actividades. Es una gráfica que se construye para conocer el grado de relación existente entre un departamento y otro. En cada espacio del gráfico, se colocará una letra que indicará el grado relación o correlación de un departamento determinado con otro. La letra A significa "proximidad absolutamente importante", la letra E significa "proximidad especialmente importante". La letra I significa "proximidad importante", la letra O significa "relación de proximidad ordinaria", la letra U significa "proximidad sin importancia", la letra X significa "proximidad no deseada" y por relación de proximidad sumamente último XX significa indeseable". Ejemplo:

Diagrama de relaciones o diagrama de hilos. Consiste en representar gráficamente cada departamento y unirlo con la línea que le corresponda, de acuerdo a la siguiente simbología:

Ejemplo:

Requisitos de espacio. Para calcular el área que necesitarnos por cada departamento podemos utilizar la siguiente tabla:
Equipo | Largo | Ancho | Area | M2 para equipos | M2para operario | M2 para pasillo | M2 para materiales | Total. | |
Total | |||||||||
Espacio disponible. Para conocer el espacio disponible con el que se cuenta es necesario dibujar el plano estructural de la fábrica, representándolo a escala con su forma real, sus columnas, sus claros, acotaciones, etc. Ejemplo:

Diagrama de relación de espacios. El diagrama de relación de espacios se construye utilizando el diagrama de hilos y las áreas calculadas con la tabla que se presentó en el punto número 4. Dichas áreas se representan a escala en el diagrama de hilos. Ejemplo:

Condiciones modificadoras. Consiste en hacer las modificaciones que sean necesarias en la distribución física real, después de obtener una distribución teórica con el diagrama de relación de espacios.
Limitaciones prácticas. Se refiere a que tenemos que considerar todas las restricciones que se tienen para poder hacer una distribución de planta. Ejemplos: forma del edificio, falta de cimentaciones especiales, falta de instalaciones necesarias (eléctricas, neumáticas, hidráulicas, etc.), decisiones de la dirección, etc.
Evaluación de las diferentes alternativas. Cuando se desea hacer una distribución o redistribución de una planta, se deben presentar varias alternativas. evaluar cada una de ellas y escoger la mejor. La calificación que se da a cada factor que se evalúa se da por medio de una letra; la letra A significa "resultados casi perfectos o excelentes" y tiene un valor de 4, la letra E significa "resultados especialmente buenos" y tiene un valor de 3, la letra I significa " resultados importantes" y tiene un valor de 2, la letra O significa "resultados ordinarios o regulares" y tiene un valor de 1, la letra U significa "resultados sin importancia" y su valor es 0, por último la letra X significa " resultados no aceptables" y tiene un valor de –1.
Ejemplo:
Factor | Peso | A | B | C | |||||
Costo | 10 | A | 30 | I | 20 | I | 20 | ||
Facilidad de supervisión | 7 | E | 28 | E | 21 | E | 21 | ||
Flexibilidad | 5 | I | 10 | E | 15 | A | 20 | ||
Seguridad | 9 | A | 36 | A | 36 | O | 9 | ||
Orden en el proceso | 10 | E | 30 | E | 30 | E | 30 | ||
Aprovechamiento del espacio físico. | 10 | E | 30 | A | 40 | U | 0 | ||
164 | 162 | 100 | |||||||
Decisión: Escoger la alternativa A
S.H.A (Systematic Handling Analysis)
Análisis sistemático del manejo de materiales



Manejo de materiales
Se analizarán, identificarán y determinarán los métodos de transporte adecuados para un proceso dado, comprendiendo la relación entre la distribución de la planta y el control de los inventarios, tomando en cuenta el estudio del trabajo a través del análisis del estudio de tiempos y movimientos, incluyendo el ambiente de trabajo como determinante para la eficacia y eficiencia del proceso productivo.
-Identificar equipo para transportar material: Se analizarán e identificarán los diferentes conceptos de manipulación de los materiales, y los diferentes tipos de transporte que se pueden utilizar dependiendo principalmente de las características de los materiales, el tamaño de la empresa y de la maquinaria existente, y el factor seguridad considerando que la manipulación eleva los costos de fabricación, es necesario considerar eliminar o reducir la manipulación, mejorar la eficiencia en la manipulación al seleccionar el equipo más adecuado de acuerdo al tipo de proceso productivo. El manejo de materiales tiene que ver con el movimiento de los mismos desde la recepción, durante el proceso de fabricación hasta el embarque del producto terminado, de manera más amplia, se considera que el manejo y la distribución son un solo sistema global. Para eliminar o disminuir la manipulación de materiales y/o productos, se debe analizar las operaciones de carga y descarga, el frecuente transporte manual de cargas pesadas, largos trayectos efectuados por los materiales, velocidad desigual de avance de trabajo y congestión en determinadas zonas, así como, numerosos deterioros o roturas debidos a la manipulación, este es un reto para el analista del estudio del trabajo.
Ya que deberá utilizar cursogramas o diagramas de flujo de recorrido, haciéndose las preguntas de rigor ¿dónde?, ¿cuándo y cómo se efectúa esta manipulación?, ¿quién la efectúa? Y sobre todo ¿por qué se efectúa?
Mejorar la eficiencia de la manipulación es respetar ciertas normas como son: incrementar el tamaño o el número de unidades cada vez, aumentar la velocidad de la manipulación, aprovechar la fuerza de gravedad siempre que sea posible, disponer de suficientes contenedores, paletas, plataformas, cajas, etc., a fin de facilitar el transporte; dar preferencia en lo posible al equipo de manipulación que sirve para una amplia variedad de usos y aplicaciones; tratar de que los materiales se desplacen lo más posible en línea recta y de que los pasillos se mantengan despejados. El especialista en estudio del trabajo debe estar enterado de los sistemas y tipos de equipo existentes, aún cuando hay una gran variedad de diversos tipos, estos se pueden clasificar en cuatro grandes categorías: Transportadores, Carretillas industriales, Grúas y polipastos y Contenedores. Es necesario que el analista esté identificado con los therbligs para determinar el estudio de los movimientos dentro del proceso de fabricación y la manipulación de los materiales, de esta manera se podrán determinar mejor las estaciones de trabajo, identificando los procesos pico. Además incluir las ventajas de mover constantemente los materiales incluyendo el almacenaje. El ritmo y la continuidad del trabajo, así como el ambiente de trabajo, marcarán el grado de optimización del proceso productivo apoyados en la distribución de la planta.
Es importante el considerar el diseño de métodos para equilibrar las operaciones de manejo de materiales que a su vez se deben acoplar con el equilibrio del proceso productivo tomando en cuenta el equipo y maquinaria disponible en la organización. Estos nos deben arrojar un mejor control en la recepción, control y distribución de los materiales, incluyendo la determinación de zonas tanto de recepción como de resguardo para que el surtimiento sea más eficaz, se debe considerar un área para material en cuarentena y de desecho.
Teoría de restricciones
Concepto de teoría de restricciones (TOC).
Sistemas de cuello de botella: En este momento, deben ser evidentes una estructura estándar de PCP integrada, una componente técnica y un concepto administrativo. Los sistemas de cuello de botella no son diferentes. Se presenta uno de los enfoques más conocidos, aunque existen otros. La componente técnica de este enfoque es un programador de cuello de botella conocido como "optimized production technology" (OPT) o tecnología de producción optimizada. El concepto administrativo se llama "teoria de las restricciones" (TOC).
La filosofía detrás de OPT y TOC es una meta-de hecho, la meta es: "haz dinero en el presente lo mismo que en el futuro. La fortaleza de TOC es que una meta sencilla y directa es una guía consistente y poderosa para desarrollar sus conceptos y herramientas. Todavía más, para lograr la meta, la compañía debe, al mismo tiempo, aumentar la producción, reducir el inventario y disminuir los gastos operativos. Estos puntos están más allá de cualquier argumento. TOC, junto con OPT, se desarrollaron para lograr esta meta. La premisa de OPT es que los cuellos de botella en la producción son la base para la programación y la planeación de la capacidad. Los recursos se clasifican como los que son cuello de botella y los que no lo son. Los recursos de cuello de botella se programan a su máxima utilización, y el resto se programan para servir al cuello de botella. Esto significa que en algunos casos los recursos que no son cuello de botella pueden estar ociosos. El objetivo de máxima eficiencia para todas las máquinas ya no se satisface.
La base de TOC es su definición de restricción: "cualquier cosa que limita un sistema para lograr un desempeño más alto en el desempeño de su meta". TOC es una manera de manejar las restricciones del sistema. La influencia de OPT es clara; después de todo, un cuello de botella es un tipo de restricción en la planta, y OPT es un método para manejar esta restricción.
La teoría de restricciones es una extensión y mejora al OPT. Otros nombres para TOC son manufactura sincrónica o producción sincronizada. TOC puede verse como una filosofía construida alrededor de una guía y diseñada para crear un proceso de mejora continua.
Bibliografía
Nievel, Benjamin W, (1995), "INGENIERIA INDUSTRIAL: METODOS, TIEMPOS Y MOVIEMIENTOS", 3ra. Edición, Editora AlfaOmega, México.
Vaughn, R.C. (1993), "INTRODUCCIÓN A LA INGENIERIA INDUSTRIAL", 2da. Edición, Editoral Reverté, S.A; México
Manual de Métodos y Sistemas de trabajo, de la Universidad Tecnológica de Torreón.
Autor:
Ing.+Lic. Yunior Andrés Castillo S.

Santiago de los Caballeros,
República Dominicana,
2014.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |